焊研科技NB350氣保焊按搶開關后送絲輪不轉,電流調大后才慢慢開始轉
故障如題,請同行提供維修方面的經驗和控制板及圖紙,謝謝大家!(此故障已經電話求助于四川魏偉)希望早日得到你們的幫助!
全部回復(51)
正序查看
倒序查看
@惠龍乾
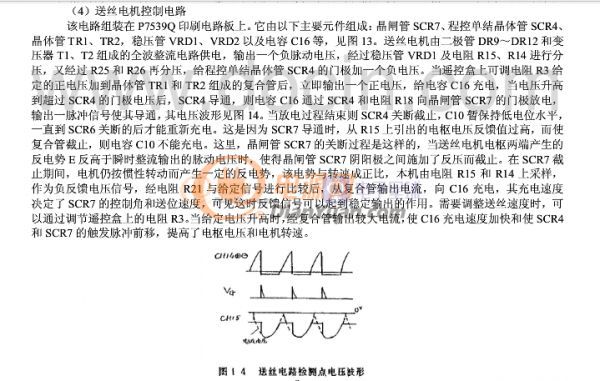
焊研科技的NB-350焊機故障,焊接電流調到近300A時按搶開關后送絲輪才開始轉。焊接電流調到150A時按快送絲按鈕,送絲輪就可以轉,送絲電機是24V的,按搶開關后測送絲電機電壓,當焊接電流調到300A時送絲機電壓0.5V,送絲機運轉,這時候若調小電流,送絲機電壓也隨著下降,到0.3V時幾乎就不轉了。測送絲機電樞電阻1.6Ω(含數字表內阻),用手扭送絲輪能轉感覺阻力正常,我分析就是啟弧前的慢送絲電路有故障,調控制板上VR1/VR2/VR3都沒啥作用。這是第二次去現場檢測的情況。請網友幫我分析一下!謝謝大家!
看不見圖片,看是不是這個電路。看一下三極管特性是不是變差了?

0
回復
@pxdlwr
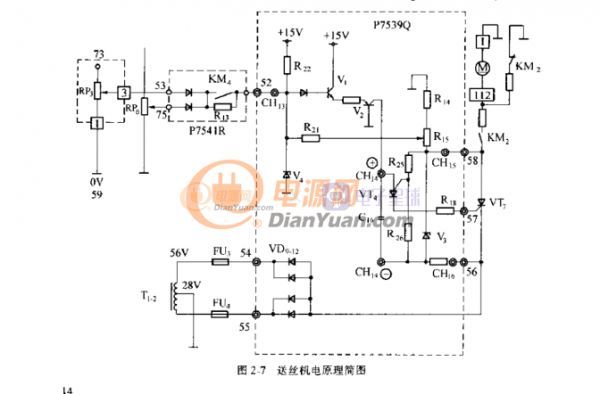
慢送絲=gi----D12---R5---D5------------+VR1電機反饋電壓---控制TR5----TR4-----SCR2----在控制電機主可控硅。焊接有電流=gi----D12---WC1-2---R29+VR1電機反饋電壓---控制TR5----TR4-----SCR2----在控制電機主可控硅。根據你所描述,應該檢查R5\D5\TR5
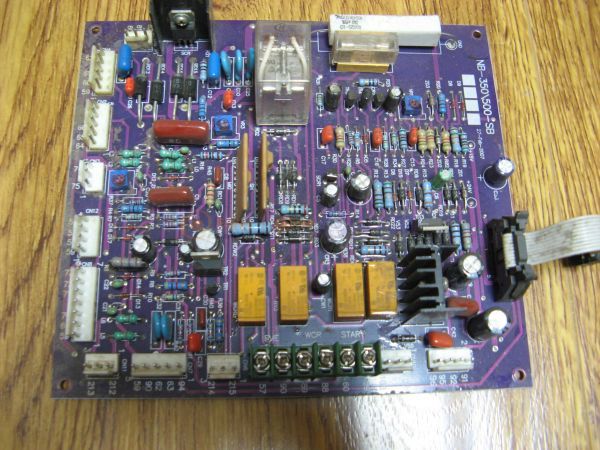
謝謝你熱心幫助!焊研科技的售后人員說讓把控制板寄回他們給修,費用300元,我寄回后他們說這個控制板沒法修了,原因是以前更換控制板上的小繼電器時把控制板焊碳化了,得買新的控制板,價格1200元,我在電話中一再表示小繼電器這部分控制板肯定沒問題,我可以保證,請他們把其它地方檢察一下,后來又打電話說這控制板修不了,說是控制板上有個模塊壞了,這個模塊中有程序,還是建議買新的控制板,請網友們看看這個控制板帶程序的模塊是這兩個黃色模塊嗎?
0
回復
@pxdlwr
慢送絲=gi----D12---R5---D5------------+VR1電機反饋電壓---控制TR5----TR4-----SCR2----在控制電機主可控硅。焊接有電流=gi----D12---WC1-2---R29+VR1電機反饋電壓---控制TR5----TR4-----SCR2----在控制電機主可控硅。根據你所描述,應該檢查R5\D5\TR5
你好!按你說的流程檢查過了,只是TR5我看是C1008,網上查找C1008的管腳排列順序是面對字標面,1-e/2-c/3-b,這樣就和 你給的圖不符合了,而且從電氣的原理上來說也好像不對,如按1-e/2-b/3-c這個管腳順序的話就和你的圖相符合了,電氣原理也說得過去了,因此要不就是我把TR5的型號看錯了,不是C1008,要不就是網上對C1008的管腳排列介紹是錯誤的,
此控制板我寄回廠家修理,廠家說修不了,從廠家寄回后我按你的圖紙和慢送絲的工作流程檢查發現TR49(型號A1013)壞了,TR4的e-b之間出現500歐姆的電阻,更換TR4后大電流也不送絲了,按快送絲也不送絲了,空載電壓氣閥正常。
請幫我分析分析,謝謝!
0
回復
@惠龍乾
你好!按你說的流程檢查過了,只是TR5我看是C1008,網上查找C1008的管腳排列順序是面對字標面,1-e/2-c/3-b,這樣就和你給的圖不符合了,而且從電氣的原理上來說也好像不對,如按1-e/2-b/3-c這個管腳順序的話就和你的圖相符合了,電氣原理也說得過去了,因此要不就是我把TR5的型號看錯了,不是C1008,要不就是網上對C1008的管腳排列介紹是錯誤的,此控制板我寄回廠家修理,廠家說修不了,從廠家寄回后我按你的圖紙和慢送絲的工作流程檢查發現TR49(型號A1013)壞了,TR4的e-b之間出現500歐姆的電阻,更換TR4后大電流也不送絲了,按快送絲也不送絲了,空載電壓氣閥正常。請幫我分析分析,謝謝!
焊接啟動后,TR4的E和C的電壓是多少?它應該隨67#電流給定電位器變化而變化。然后看一下C15電容上產生脈沖沒有,SCR2被觸發了嗎?
你也可以不加電機電壓反饋信號,讓他工作在開環狀態.(斷開R22和ZD3.)
0
回復
@惠龍乾
[圖片]謝謝你熱心幫助!焊研科技的售后人員說讓把控制板寄回他們給修,費用300元,我寄回后他們說這個控制板沒法修了,原因是以前更換控制板上的小繼電器時把控制板焊碳化了,得買新的控制板,價格1200元,我在電話中一再表示小繼電器這部分控制板肯定沒問題,我可以保證,請他們把其它地方檢察一下,后來又打電話說這控制板修不了,說是控制板上有個模塊壞了,這個模塊中有程序,還是建議買新的控制板,請網友們看看這個控制板帶程序的模塊是這兩個黃色模塊嗎?
別什么機器都要去修,直接給他報廢,一臺的新的NBC500主機也就2千多,如果什么都機器都去修,那廠家還生產什么機器啊?
0
回復
@pxdlwr
焊接啟動后,TR4的E和C的電壓是多少?它應該隨67#電流給定電位器變化而變化。然后看一下C15電容上產生脈沖沒有,SCR2被觸發了嗎?你也可以不加電機電壓反饋信號,讓他工作在開環狀態.(斷開R22和ZD3.)
你好!昨晚去安裝后還是不送絲,從廠家寄回后居然大電流都不送絲了,我檢查發現TR4壞,更換后故障依舊,又發現ZD3短路,更換后還是不送絲,昨晚去修時由于我不小心還把SR2燒壞了(型號:2N6027),請問能否用一把的單向可控硅代用? 我用數字萬用表測TR4E-B之間的電壓,紅表筆接E黑表筆接B,測靜態時是-9.6V (負),按搶開關后變為0.5V,測TR5B-E之間電壓,紅表筆接B黑表筆接E靜態時-3.5V(負),按搶開關后變為0,2V,請問是否正常?測板子上標注的+24V與地(81/59)之間的電壓時37V是否太高造成反饋電壓太大引起不送絲故障?(查三相輸入電壓是450V)
請幫我分析,謝謝你的!
0
回復
@禾霞志
這是典型的OTC-XC氣保焊送絲控制電路,送絲可控硅沒有壞過,你可以更換一下SCR2-N13T1可編程晶體管,此管過熱性能變差,會產生這種現象。希望能成功。
你好!2N6027已經用松下控制板上的T13代替了,但故障依舊啊。
在斷開R22和ZD3后靜態測TR5B-E之間電壓-1.75V,按搶開關后上升到+0.71V。TR4E-B之間靜態-9.55V,按搶開關后上升到+0.67V。
TR4E-C之間電壓在靜態時40V左右,按搶開關后降為36V左右。測控制板上標注的+24V電壓測試點電壓近50V(因為車間電壓三相之間都在450V以上),所以我懷疑是不是因為+24V太高了?
0
回復
@pxdlwr
焊接啟動后,TR4的E和C的電壓是多少?它應該隨67#電流給定電位器變化而變化。然后看一下C15電容上產生脈沖沒有,SCR2被觸發了嗎?你也可以不加電機電壓反饋信號,讓他工作在開環狀態.(斷開R22和ZD3.)
你好!2N6027已經用松下控制板上的T13代替了,
在斷開R22和ZD3后靜態測TR5B-E之間電壓-1.75V,按搶開關后上升到+0.71V。TR4E-B之間靜態-9.55V,按搶開關后上升到+0.67V。
TR4E-C之間電壓在靜態時40V左右,按搶開關后降為36V左右。
測控制板上標注的+24V電壓測試點電壓近50V(因為車間電壓三相之間都在450V以上),所以我懷疑是不是因為+24V太高了?
請指教!
0
回復