
焊機功略(4);快速學習電焊機,三句話為綱,綱舉目張;
1,走通"主電路".
2,找出"控制環路".
3,讀懂實用各類"功能控制電路"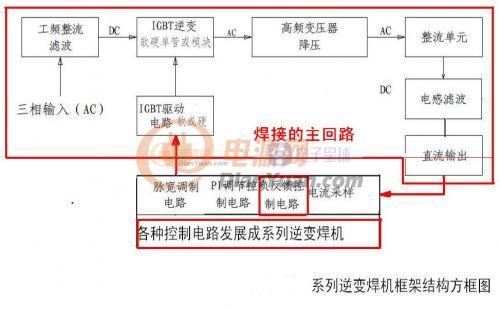
"主電路"---逆變焊機的核心,從方框圖中左邊電源輸入側到輸出側.學習的主要技術知識有;
*整流濾波和功率因數校正;
* 1,三相電整流和濾波,理論上三相全橋整流后直流分量為0.96,
但實際上電網三相不平衡的,所以紋波比理論值大很多,還可能是用發電機,情況更加復雜.
這是國內焊機最薄弱環節,而國外焊機在整流濾波和功率因數校正普遍制作精良用料十足.
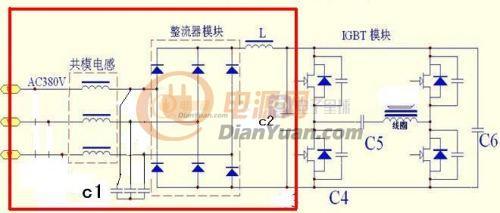
*共模電感般用¢65磁環撓制6-10t,電感量200-600uh. c1=0.1---1uf(切割機等必須要有)
C2要看焊機功率,例如;軟開關橋路zx7-400機,c2=20uf, zx7-500.c2=40uf.
C2的選用還要看焊機適用電網條件,惡劣電網要加大c2,例如並上200uf紙介電容.
C2還要看焊機是否用發電機供電.特殊要求.
2.,單相電下的整流濾波!
*單相電220v下的全波整流直流分量為0.45,電容濾波非常吃重.
1,標準的zx7-200,濾波電容要4個470uf/400電介電容.有人說裝2個照樣用,但在電網差勁處可能就炸管.
2,民用電功率的上限在5kw,倍壓式單相機可能短暫拉出7-8kw.電網波形嚴重岐變,電壓大幅度跌落,直到炸管.
單相焊機功率不易猛大,超越5KW,你用料再多.再好也沒有實用意義,因為單相就是民用,逆反民用基本道理,這樣的機型沒有前景.
3,單端雙管的焊機類似半波整流,對電網有嚴重偏磁效應,電網供電能力打折.,
單端雙管的焊機引入中國卅年之久,早年的單端雙管的焊機從市場全部退出了!坑害的廠上百家之多呵!
目前淘寶上有賣實際出力90a的一板機,打包成工具箱少量出口.獲得成功!
*正激開關原理(拓撲)電路或反激開關原理電路(BOOST拓撲)
簡單明了的說;正激開關原理的主變壓器是傳輸功率,
正激開關原理的實際電路有;單端雙管,半橋,全橋電路.
反激開關原理電路的主變壓器主要是磁貯能,在200w以下開關電源廣泛應用.
至今未見有BOOST焊機!
全橋電路.各類功率下焊機的模塊和快恢復二極管的選配表;敬請參照3帖圖表,再上
原則上省掉輸出電抗正激原理無法成立?但是根據輸出電流連續的計算結果是電感量只要2--3uh,
那么焊把線有幾米其引線電感就有2--3UH夠維持了!這樣的引線電感量很小,優點;電流上沖,焊條還容易起弧,缺點;不過飛濺大,但是廉價機以省為主誰去管它飛濺不飛濺呢!
工業用大電流焊機;焊接用4--5mm焊條下,電抗電感量在40--100uh,電弧會柔軟一些.
許多人問;
很多焊機沒有分流器?那怎么控制呢?
通常;采用專業的脈寬調制集成電路sg3525,在輸出端用分流器采集電流樣本,
根據自動控制原理;取樣量這就是控制量.所以能形成下降電流外特性.這就是典型的控制.
那么如果沒有分流器,怎么控制呢?
我們先從一種uc3842脈寬調制集成電路了解原因,它是從初級檢測峰值電流作為取樣量,來控制初級峰值電流,同在負載端峰值電流是比例關系,
所以被簡接控制,而負載的平均值和峰值也有比例關系,
所以也被簡接控制.控制精度一般性,被戲謔為半控電路.由于從初級檢測峰值電流,靠近電源側,也稱為前饋控制.
后來產生了uc3846這是一款雙環脈寬調制集成電路,
簡單說溶合了sg3525+3842二種控制電路.通常稱類擬sg3525的控制環為大環,而類似uc3842
控制環叫小環.
現在解釋目前流行焊機,也采用uc3846,那分流器不用怎么辦?

目前流行辦法是(參閱上圖)電流環線圈取樣后一個峰值電流直接去作小環控制,另一方面又去積分作平均值充當大環控制.
優點;簡單易用.缺點;控制粗糙,易產生雜音,只適用手工焊很難拓展到其它焊機品種.
有人問雙環控制怎么回事;可以認為;大環主要控制穩態量,例如焊接電流為100a由大環主要控制.
而小環對電源側有快而強的控制,,防止鐵芯偏磁形成階梯式飽和.

 期待哦
期待哦



